Tin tức
MỘT SỐ CÂU LỆNH TIỆN CNC THƯỜNG XUYÊN SỬ DỤNG
1. Tiện biên dạng trụ ngoài cho chi tiết
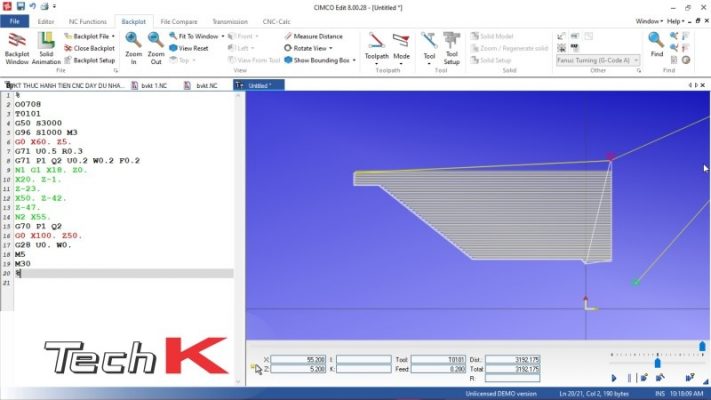
Đầu tiên ta sẽ sử dụng chu trình G71 để tiện thô biên dạng trụ ngoài cho chi tiết. Trước hết ta sẽ sử dụng phần mềm Cimco Edit V8 để viết chương trình như hình bên dưới. Cấu trúc chương trình thì cũng như các chương trình tiện CNC khác như tên chương trình, lệnh gọi dao số 1 (đó là dao tiện thô biên dạng trụ ngoài), kế đến là lệnh kích hoạt trục chính quay gồm G50 đó là lệnh giới hạn tốc độ quay của trục chính ở mức 3000 vòng/phút và G96 tương ứng với trục chính quay với tốc độ là 1000 vòng/phút. Kế đến là điểm định vị giới hạn vùng gia công phải lớn hơn đường kính lớn nhất của chi tiết.
Tiếp theo là mã lệnh G71 gồm 2 dòng lệnh với các giá trị như sau: U là chiều sâu mỗi lát cắt bằng 0.5 mm, R là khoảng rút dao sau mỗi lát cắt bằng 0.3 mm.
Ở dòng thứ 2 gồm các giá trị như sau P và Q tương ứng với số thứ tự của dòng lệnh bắt đầu và dòng lệnh kết thúc của biên dạng lập trình, U và W tương ứng với lượng dư cho chu trình tiện tinh lần lượt là 0.2mm và cuối cùng F là tốc độ tiến dao bằng 0.2 mm/vòng.
2. Tiện rãnh trụ ngoài
Kế đến như bạn thấy trên bản vẽ thì ta cần tiện rãnh thoát ren với chiều rộng của rãnh bằng 3 mm. Ở đây ta sẽ sử dụng dao có chiều rộng bản dao bằng 3mm và sử dụng chu trình G75 để tiện rãnh. Cấu trúc chương trình như hình bên dưới gồm 2 dòng lệnh. Dòng đầu tiên gồm R đây là giá trị rút dao sau mỗi lát cắt bằng 1mm. Dòng thứ 2 gồm các giá trị như X đây là đường kính đáy rãnh, Z là vị trí cuối cùng của rãnh, P và Q tương úng với lượng dịch dao ngang ở đáy rãnh và chiều sâu mỗi lát cắt.

3. Tiện ren
Kế ta sẽ tiếp tục tiện ren cho chi tiết trên có giá trị đường kính đỉnh ren bằng 20 mm và bước ren bằng 3 mm. Ta sẽ sử dụng chu trình G76 để tiện đoạn ren trên với cấu trúc lệnh như bạn thấy ở hình bên dưới.

4. Tiện cắt đứt
Sau khi đã thực hiện xong các bước để gia công tiện phần đầu cho chi tiết, kế đến ta sẽ tiến hành tiện cắt đứt. Ta sẽ sử dụng chu trình tiện rãnh G75 để tiện cắt đứt với cấu trúc chương trình như hình. Ở giá trị đường kính đáy rãnh ta sẽ nhập bằng 2 để giữ chi tiết lại không bị rớt xuống có thể làm va vào dụng cụ cắt, sau khi kết thúc việc gia công thì ta có thể tự cưa bằng tay.

5. Tiện trụ ngoài cho mặt sau của chi tiết
Sau khi đã cắt đứt chi tiết hoàn toàn ra khỏi phôi gốc thì ta gá kẹp chi tiết lại để tiến hành tiện biên dạng trụ ngoài cho chi tiết với chu trình G71 có cấu trúc lệnh như bạn thấy ở hình bên dưới.

Nguồn TechK
Công ty cơ khí Sông Công
Hy vọng bài viết đem lại kiến thức bổ ích cho bạn. Chúc các bạn thành công !!